
Erie Powder Coatings NewsletterSeptember 2018
Corrosion and Coatings
Over the last few years, we have had many supplier meetings at our company, involving a supplier and our R&D team.
Sooner or later in these meetings, the question comes up from our supplier, “what can I help you with, what are you working on?”. And for the last few years, the answer has always been the same, corrosion control coatings.
Why has this been such a focus for EPC? NACE, the corrosion authority, estimates that corrosion costs 3.1% of GDP, or about 276 billion per year for the USA. Yes, that’s billion with a b.
No matter the solution, corrosion will always be a problem. However, the costs are so high that even moderate improvements in our current technology can have large effects on the economy. EPC has made the decision we want to be part of that solution, and we are putting our time and money on solving these problems.
While we have been doing work on these corrosion issues, we have ended up with information that we would like to pass on to our customers. Have a read of this newsletter for some good information on corrosion and powder coating.
“If you rest, you rust.”
Helen Hayes
In This Issue
- Corrosion Control
- Introducing Smartseal products
- EPC News
- Technical Corner: Pure Basics on Pretreatment
- Corrosion testing
Product Showcase: Smartseal product line
Powder coatings have excellent adhesion and corrosion properties on steel. The best products will achieve 1000 hr passes with 1/8” undercut from a scribe on ASTM B117 salt spray testing, on 7 stage treated CRS. However, we have never found a product (zinc free) that would substantially pass 1000 hours. Ever. Including any of our competitors products, which we have tested extensively and that have been highly rated – still 1000 hrs when tested.
Our R&D has produced the smartseal product line, using the brand new self-healing corrosion technology. This technology is so far ahead, you will not believe the results
Ask your sales rep If you need better corrosion protection. EPC has you covered.
Erie’s Smartseal powder line — ask your sales rep or call our office
EPC News

New Rep: EPC is happy to welcome our new sales rep Eric Messner. Eric has already joined our team, and will be working primarily in Michigan, Ohio and Indiana. Eric brings with him extensive experience working in the US military, selling powder coatings, and most recently selling and service of powder coating ovens and related equipment.
Economy is strong: sales this year have been strong for the Erie group of companies. The economies of N America appear to be strong and resilient. However, there are a number of factors currently that may throw a wrench in the works, including the destruction of NAFTA, steel and aluminum tariffs, and the trade war with China.
Raw Materials: Raw materials have continued to escalate, although not nearly at the rate that they were early in 2018. The outlook for raw materials at the moment appears to be relatively stable with some upward pressure, but this will be massively affected by what happens with NAFTA and China trade deals.
Corrosion coatings: EPC continues to introduce new corrosion protection coatings to the market that no one else is offering. The Z series zinc rich products are having outstanding growth as people latch on to their ease of use. Very recently, the “smartseal” product line was introduced, showcasing an entirely new technology that no one is as yet offering to the market.
Metal Pretreatment
One of the questions we frequently get from our customers is “how long will it last outside?”. Unfortunately, this is an impossible question to answer. For proof, just look at the difference from the south side of your house to the north side and see the difference in weathering and degradation of paint, windows and doors, etc.
Now imagine much larger variations than just from one side of the property to the other. Imagine the difference on a lighting pole planted in a lawn at a house, with little to no salt or weathering, compared to another in a regularly salted parking lot in Boston right on the coast, fully exposed to salt and weather all year long.
So, no good or definitive answers there. But what is definitive is that the coating, the metal and the metal prep together can make an astounding difference in overall durability.
Technical Corner
Corrosion Control: Pure Basics
Corrosion control is so important with any powder coating going outside, and for many interior situations as well. But we often get asked about what should be considered really basic questions over pretreatment. What does that say? Well, that many applicators out there are really confused and lacking some basic knowledge.
In the spirit of addressing that issue, I wanted to just review some of the real basics of metal prep. To be clear, I am not an expert in this area, but the basics are universal.
For the purposes of this article, we will only deal with steel and aluminum, which cover the vast majority of product coated with powder coatings.
Like many things, the basics are simple, and easy when broken down. More difficult to make them work consistently in real life. But for pretreatment, let’s start with the only things that matter for good corrosion protection:
- The metal must be clean,
- The metal must be clean,
- The metal must be clean
Yes, I know, a simple riff on the old real estate maxim of location / location / location. But for both, very true.
For all metals, soils and oils must be removed prior to coating. For aluminum, it is essential that the aluminum oxide layer be removed, usually with acid or blasting. For steel, any existing corrosion must be removed. This can be done several ways, chemically, or physically (blasting, or by hand).
For many lower end applications, this cleaning of the metal simply may be enough. Moderate to good results with powder coating can be had simply by ensuring the metal is clean and free of soils, and coated that way, prior to the metal reverting to it’s prior state (say by rusting while waiting to be coated)
For higher end corrosion protection, a second layer of protection can make a huge difference. This can be:
- Chemical pretreatment, which can aid corrosion protection but also help extensively with simple adhesion of the coating, and or
- A primer, like a zinc rich coating for steel, and or
- Upgrading of the metal being coated to those more naturally protective or corrosion resistant, such as moving from CRS to aluminum or galvanized.
In general, we recommend all metals use some type of pretreatment if possible, it is simply better for corrosion but adhesion as well. Contact a chemical supplier for information on pretreatment if you need help here. Once the equipment is in place, the cost is relatively low and the benefits high.
A primer and or an upgrade on the metal being coated are only needed or contemplated when exceptional results are required. The cost on this option is relatively high, so these are only options when the high end results are needed.
The options above can also be used in combination for better results.
Brian Coutts
President
Continuing Education— General info on powder coatings.
Continuing Education
Corrosion Testing
“What does this product pass?” is a typical question we hear on corrosion testing. A typical answer, and one we see on many data sheets might be “2000 hours”. This is actually what may be written on a data sheet, we’ve seen many like this. However, this information is less than useless, it is actually misleading. Why? It doesn’t tell you the test type, conditions, or even what a pass or fail is.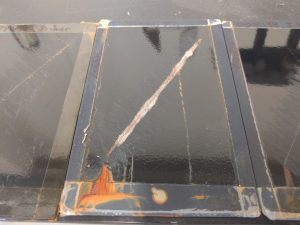
For example, scribed testing (where a cut is made completely thru the coating all the way to the substrate prior to testing) is most commonly done in powder coating testing, but is much harsher than unscribed testing. So when the result doesn’t say if it is scribed or not, the information is essentially useless. Even if it is scribed, what is the failure point? So much distance from the scribe, or percent red rust? Blistering? Who knows? This information simply isn’t on many data sheets we see, nor is it often known by a lot of people making many of the verbal requests we hear.
One of the most important aspects of powder coatings, and one of the largest advantages of powder coating compared to liquid coating alternatives, is corrosion control.
The corrosion protection from powder coatings is additionally natural, not “added in” to the formulas – which means that powder coatings do not have to be tweaked or specialized to get excellent corrosion resistance, its already there. The comparison to standard liquid coatings is stark, powder coatings will vastly out perform all but the highest end liquid coatings for corrosion protection.
In general, the corrosion inhibition of powder coatings is excellent. This has been proven out in salt spray corrosion testing, and also in the real world.
However, we have found that there is not a lot of knowledge on how to differentiate corrosion testing results by our customers. The testing is confusing, and some of our competitors have not helped, they have muddied the waters by putting out information that is misleading at best.
The vast majority of corrosion protection information is very vague, some of it intentionally vague and misleading. So back to basics – lets discuss a little bit the information you may be seeing on a tech data sheet, and what it means.
For corrosion testing information on a typical technical data sheet, most often seen is information is using ASTM B-117 Standard Practice for Operating Salt Spray (Fog) Apparatus.
You might note that the title describes the ASTM method – this is a practice for operating. It tells how to do the test. It does not say what a pass/fail is on this test. Indeed, from the ASTM website, they are very specific in noting the following
1.2 This practice does not prescribe the type of test specimen or exposure periods to be used for a specific product, nor the interpretation to be given to the results.
Thus, the ASTM B-117 test is not giving anyone a Pass/Fail criteria, only saying how to do the testing.
So where does a pass / fail criteria come from? A pass or fail on ASTM B-117 is only from the tester. Anyone doing this test can set up any result they wish as a pass or a fail. You can set up a pass as only 2/32” creepage from a scribe, or you can set it up with 2 inches creepage from the scribe as a pass.
With regard to what we see on technical data sheets: when you see “2000 hours” on the sheet, what exactly is it passing at 2000 hours? Unless it says it on the TDS, you cannot know, therefore the information is useless and misleading.
From more reputable producers, you will usually see a minor addition to this information. For example, from the Erie Powder TDS:
As tested on 20 guage cold-rolled steel pretreated with Bonderite 1000 and P60 Seal
Salt Spray ASTM B-117, (scribed, Hours) 1000 Hrs, <1/8″ creepage
As you can see from the above information, it tells enough of the specifics to ensure you know what is being tested. In the case above,
- Test Practice: ASTM B117
- Tested Substrate: Bonderite 1000 CRS
- of Hours: 1000 hours in the salt spray cabinet
- Failure test: <1/8” creepage from a scribe
Of course, to understand this information you must still have some background information and knowledge of the testing, but this information gives all the basics needed for an evaluation.

To finish, we would note that it is very important to get the details right. The last thing anyone wants is to have a premature failure. However, if you see something like this, be careful:
“Corrosion Testing 2000 hour pass”
With the same coating you can get 500hrs on some steels, but 2000 hrs on aluminum. Same paint. Or on steel, 500hr pass with 1/8” creepage from the scribe, but 2000 hrs passed, but unscribed using blistering for a pass/fail. Same paint. So is this a 500 hr coating or a 2000 hour coating? The only difference is the testing setup and pass/fail criteria, and if they aren’t listed, you have no idea how good this product is.
Make sure you ask for more information if you are in doubt. Otherwise, you may be risking your business. Then be sure to compare apples to apples if possible. And last? Ask if your supplier actually does this testing on their products, or are they just guessing at these values?
Contributing to this Newsletter

Brian Coutts is President and founder of Erie Powder Coatings EPC. Brian is a chemical engineer, Queen’s University in Kingston and is a proud father of three .
Phone: 905-957-4086
Email: bcoutts@eriepowder.com

Pierre Bachand is the corporate Sales Manager and Coordinator for the Erie group of companies. Pierre is a NACE level 3 inspector and has extensive experience in sales of powder coatings, and equipment.
Contact: 514-909-5556
pbachand@eriepowder.com